





| 產地:fssqldb |
球面不銹鋼板的球形壓制一般多采用冷壓法成型。碳鋼類球殼板成型技術,已應用多年,工程經驗豐富;但對于大直徑、大厚度不銹鋼球殼板采用此方法成型,如壓制時的回彈量、模具設計、壓點布置以及球殼板移動量等參數,沒有可借鑒的經驗。模具的材料一般選用HT18-36(鑄鐵),其特點是穩定性好,不易發生形變,加工后表面質量高,不會對被壓產品材料表面造成損傷;模具的閉合高度須適合油壓機的閉合高度;下模直徑為上模直徑的1.4~1.5倍為宜(模具的直徑較小、上下模之間的合適度直接影響到球殼板的成型質量,模具直徑過大會產生球殼板起皺、鼓包,直徑過小會影響生產效率)。實踐證明,上模直徑為1800~2000mm,下模直徑為2400~2600mm較為合適。











球面不銹鋼板的球形壓制前,首先要搞清球殼板的沖壓內徑(球殼內徑)、材料、厚度和球殼板寬度。然后做球殼板首片壓制工作,壓制球殼板的曲率由淺逐漸成型,了解板材的回彈性。根據板材的特性來確定設備使用壓力和球殼板壓制成型實際所需模具的沖壓內徑。一般同種規格的模具需要一種上模、兩種下模來滿足壓制需要。板寬超過3m的球殼板壓制方法?過寬的球殼板因超過下模直徑較多,在壓制過程中鋼板返邊力過大。在實際球殼板壓制中,成型較為困難,采用重復壓制才能完成成型,生產效率較低。為了克服成型困難的問題,通過生產實踐總結得出,造成返邊力過大的原因是鋼板過寬,模具和鋼板弦高過大,成型后的部位多次與下模邊緣接觸,在沖壓力的作用下,多次出現球片沖壓內徑上翻現象。









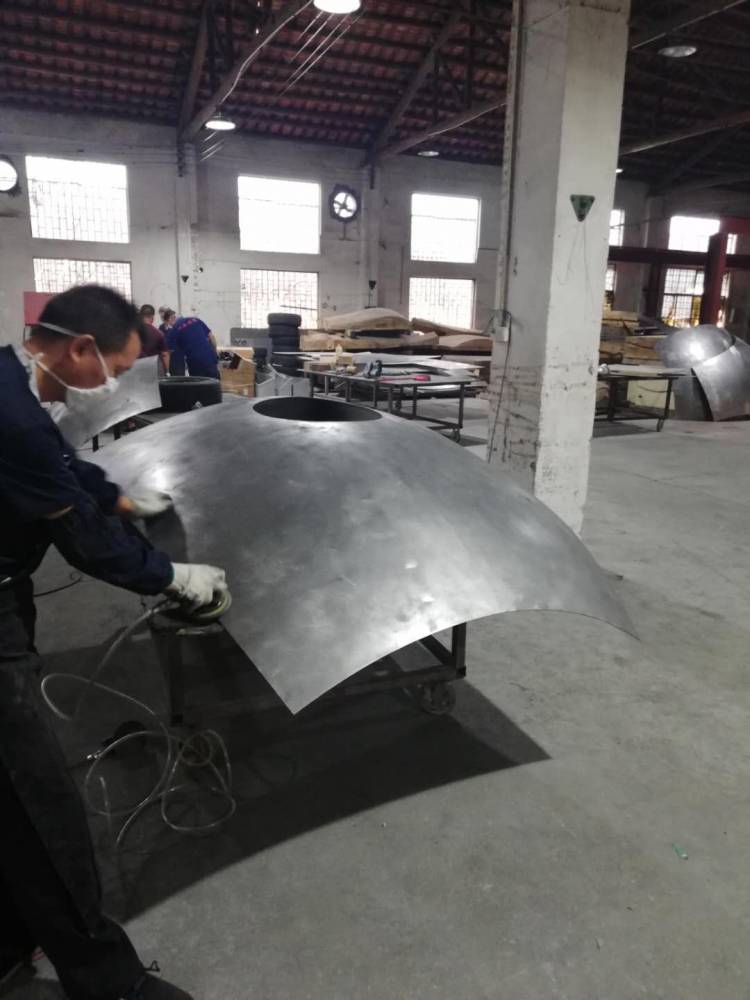



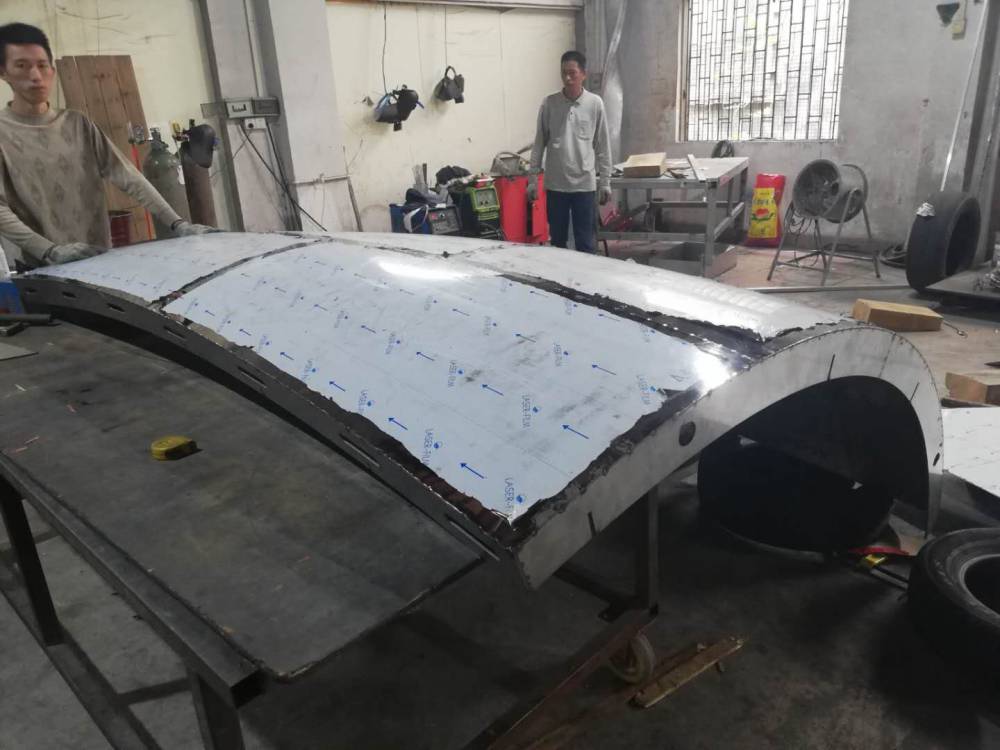



球面不銹鋼板的球形球殼板厚度20mm以下的球形球殼板在壓制過程中,因鋼板回彈率大、屈服力強,球殼板壓制后經常出現起皺、鼓包現象。按照常規壓制的方法很難達到產品質量要求。較早采用一次成型法,球殼板成型后,出現起皺、鼓包的現象十分普遍,而且其出現位置無法確定。邊緣部分出現起皺、鼓包的現象會對氣割造成較大影響,使氣割出的球殼板坡口成型不均勻,為后續坡口打磨造成困難。球殼板中心出現起皺、鼓包的現象使下料樣板不能夠全部與板面貼合,造成下料尺寸不準確,一般無法完成下料,需要重新校合,而且校合非常困難,一般來說,校合這種球殼板所用時間相當于壓制3張以上球殼板的時間,并且有些局部缺陷無法。?為了克服以上不利因素,筆者采用了過渡壓制法。?實踐證明,采用過渡壓制法雖然球殼板需要兩次成型,但球殼板成型質量好、作業效率高、返工率低。













